 Engineers at a Canadian steel mill were pleased to discover a standard product hydraulic pump was available from Eaton Electric that could withstand the rigours of 24/7 operation on their walking beam mill. The pumps previously used needed intensive maintenance and when one literally exploded, an urgent hunt for a better replacement was on
Engineers at a Canadian steel mill were pleased to discover a standard product hydraulic pump was available from Eaton Electric that could withstand the rigours of 24/7 operation on their walking beam mill. The pumps previously used needed intensive maintenance and when one literally exploded, an urgent hunt for a better replacement was on
An innovative mini-mill in Selkirk, near Winnipeg in Canada recycles scrap metal into high-grade steels for a wide variety of demanding customers, including many in the automotive components industry. When poor service from a pump supplier almost brought the plant to a grinding halt, an Eaton Hydrokraft PVX axial piston pump proved to be a much better replacement.
The plant uses an electric arc furnace to melt the steel scrap, followed by a walking beam furnace which reheats the steel blocks after casting. It is this part of the process that makes it possible to deliver end products with a very wide variety of shapes. The natural gas fired furnace is equipped with a hydraulic power pack that provides the power for the various drive functions needed, in particular when it comes to conveying the steel ingots into the furnace.
The furnace is located just ahead of two rolling lines and has to work round the clock at peak performance. It is only shut down once a month for a brief period to allow routine maintenance work.
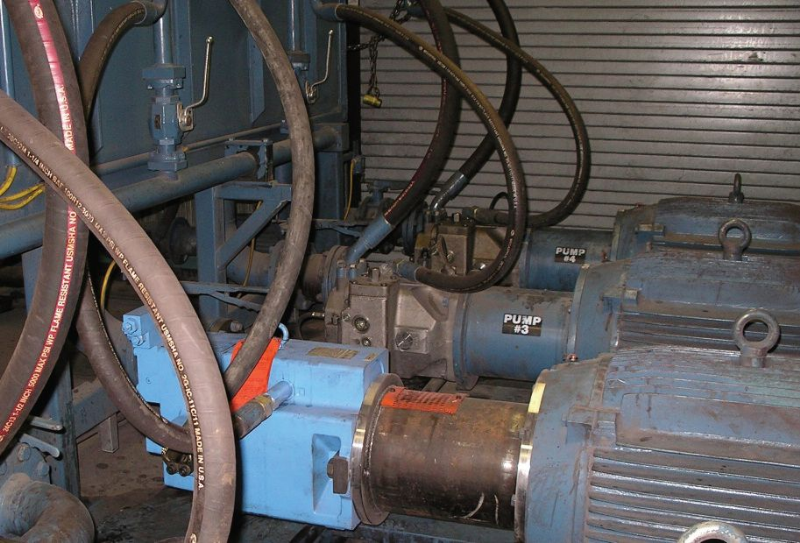
The hydraulic power pack is also designed to ensure maximum availability. The hydraulic power is generated by four piston pumps, each with a displacement of 250cm3 per revolution. Three are in use at any one time, with one on standby in case any of the others fails. If this happens, the drive unit automatically changes over, allowing uninterrupted delivery of around 100 tonnes of steel per hour to the furnace.
Because of the high temperatures in the mill the hydraulic system is not filled with conventional hydraulic oil, but with a water glycol mix. This is not flammable, but the lubrication it provides is considerably less effective than that of petroleum-based fluids. As a result, the pumps are subject to much greater wear; in particular, in terms of the antifriction bearings on the main hydrostatic and hydrodynamic bearings.
This was the reason the Selkirk plant had problems with the original axial piston pumps. In the words of Rod Pizzey, maintenance manager: “The manufacturer had promised us maintenance and failure-free operation of five years if lubricated with water glycol mix, but we were experiencing failures after just 18 months.”
And then a total breakdown occurred; the actual pump housing itself was destroyed, leaking large quantities of hydraulic fluid. Pizzey again: “The housing had simply exploded. Given that in this situation we got no support at all from the pump manufacturer, we immediately started looking around for another make.”
 The product they were after had to meet high requirements and the lead time was short: “We no longer had a spare pump and experience told us to expect some kind of failure. We needed new pumps promptly.”
The product they were after had to meet high requirements and the lead time was short: “We no longer had a spare pump and experience told us to expect some kind of failure. We needed new pumps promptly.”
The management of the Selkirk mill made contact with their Eaton Hydraulics local distribution partner, who soon identified a solution. Eaton’s Hydrokraf PVX axial piston pumps are available in a 250cm3 version and see continual use around the world in many steel works and other challenging applications.
From Selkirk’s point of view, this pump immediately looked the part, with its large shaft dimensions, and bearings 30 per cent bigger than those of its nearest competitor. The Teflon shaft seal also has advantages: it has better anti-friction performance than the triple lip seal of the pump used previously, promising longer service life under the prevailing unfavourable conditions for friction wear.
“The performance data for the Hydrokraft pump was spot on, as was the basic design concept aimed at long service life under harsh operating conditions,” says Pizzey. “On top of that, one could be delivered immediately. In less than a week one was delivered from Germany and installed, then immediately subjected to endurance testing by providing the main power for the conveyor drives of the walking beam furnace.”
The new pump passed the test with flying colours. Pizzey says: “The pump ran 24/7 without a hitch. We have now also fitted Hydrokraft pumps one-by-one to the other drive units of the walking beam furnace. It was only after over four years that tiny amounts of hydraulic fluid started to appear on the first pump, seeping from the shaft seal.
“We recently took the first Hydrokraft pump out of service as a precaution and replaced the bearing items, seal and shaft, in the course of preventive maintenance and also lapped the swashplate and pressure plate.”

