 For the past few years, Renault’s site in Cléon, France, has been using Keyence’s LJ-G laser displacement sensors on its G9 engine production line. The site chose the sensors for their detection reliability and ease of use.
For the past few years, Renault’s site in Cléon, France, has been using Keyence’s LJ-G laser displacement sensors on its G9 engine production line. The site chose the sensors for their detection reliability and ease of use.
Opened in 1958, Cléon is the Renault Group’s main powertrain site, manufacturing the automaker’s gearboxes and engines. A cornerstone of the Renault-Nissan Alliance, it has been rolling out the first engine designed by the alliance since 2005. Renault’s 2.0 16V (F4R), 1.9 dCi (F9Q), 2.5 dCi (G9U), 2.0 dCi (M9R), 2.3 dCi (M9T), V6 3.0 dCi and 1.6 dCi (R9M) engines are produced at Cléon.
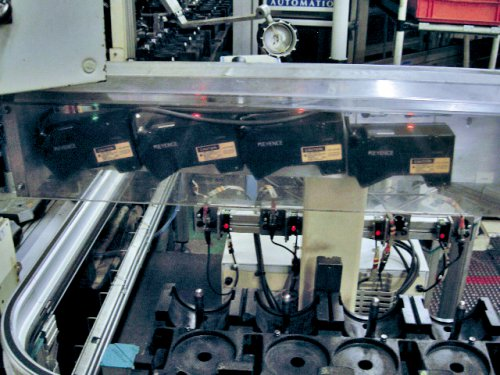
Piston rings have open ends that are spread apart to allow them to be slid into grooves specially machined on engine pistons. At Cléon, this is done by an operator, who then places the fitted pistons on pallets. These pallets are moved to an automated inspection platform where four pistons are simultaneously checked by four LJ-G sensor heads. A profile is generated for each piston and compared against a ringless profile to ensure that the rings are in place. Because piston rings play a crucial role in engine operation, they must be inspected to ensure that they are properly fitted. In addition to their main purpose of preventing combustion gases from entering the engine sump and causing a loss of gas pressure and thus a loss of engine power, they also must prevent lubricants from migrating from the engine to the combustion chamber and coat each cylinder with a well-defined layer of lubricant. Each piston is fitted with three rings: an oil ring, a sealing ring and a compression ring. The ultra-thin oil ring is the hardest to inspect and the 3 mm compression ring is the easiest to inspect. Each ring must be inspected to make sure it is indeed fitted and properly in place.
“Our priority in designing this inspection was to not be tied down by the measurement conditions and to reduce false defects to a minimum,” says Patrick Guehennec, industrial resources officer at Renault’s methods department. “We had thought about a vision system, but there were too many lighting issues and it was hard to get a sharp image.”
The Cléon site therefore chose Keyence’s LJ-G laser displacement sensor. “It was very easy to set up and we liked its user-friendliness,” continues Patrick Guehennec. “Overall, the laser profile obtained with the LJ-G allows perfectly stable detection regardless of the lighting conditions or surface type.”
The LJ-G is an efficient quality control solution in that detection is stable regardless of reflections and light conditions. It features a unique E3-CMOS sensor that compensates for light intensity and has a dynamic range that is 300 times wider than that of conventional sensors. E3-CMOS (Enhanced Eye Emulation CMOS) technology replicates the accommodation function of the human eye and creates complete digital reproductions of surface profiles despite dark or overly bright areas. This gives the LJ-G unparalleled measurement stability, even with complex surfaces such as elastomers and metals. In addition, the MFL function adjusts the CMOS sensitivity, the laser intensity and the exposure time (the darker the target, the longer the sampling time and vice versa).
It remains simple to use: these functions are automatically set and the LJ-G features a straightforward and easy-to-use setup menu.
Although the smallest ring inspected measures just one millimetre thick, the LJ-G’s accuracy of a few microns ensures problem-free detection. Lastly, with a sampling speed of 3.8 ms, the LJ-G boasts fast detection and can handle most production rates.

